






Mahsulotlar




Yuqori samarali frezalash asboblari
Mahsulot materiali
Misol tariqasida tekis taglik tegirmon poyabzallarini oling:
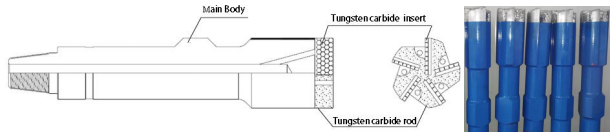
Asosiy korpus turli xil burg'ulash bosimi va aylanish tezligi sharoitida silliq va samarali ishlashni ta'minlash uchun yuqori samarali qotishma po'latni (4145H) qabul qiladi. Shu bilan birga, biz tez frezelemega erishish uchun yuqori darajadagi volfram karbid materialini qabul qilamiz. Stabilizator va keraksiz tegirmon va konusli tegirmon uchun tashqi yubka kerak bo'lganda ishlab chiqilishi mumkin.
Volfram karbid qo'shimchasi
· Superloy
Tarvuz, ip va konusli tegirmonlar uchun yaxshi plomba.
Keraksiz tegirmonlar uchun yaxshi orqa.
O'lchamlarning keng assortimenti mavjud.
Eng qo'pol.
· Metall Muncher
Tegirmonlar an'anaviy frezalash asboblariga qaraganda tezroq.
Frezeleme paytida kerakli burg'ulash bosimini pasaytiradi.
Chiqindilarni osib qo'yish uchun lablarsiz silliqroq kesiklarni qoldiradi.
Xuddi shunday o'lchamdagi qoldiqlarni ishlab chiqaradi.
Metallni maydalash o'rniga kesish.
· Optik kesish
Kichikroq qoldiqlar.
Tezroq ROP.
Uzoqroq umr.
Pastroq bosim va moment talablari.
Har bir kesuvchi uchun 16 ta kesish nuqtasi va 8 ta chiqib ketish tomoni.

Mahsulot toifasi
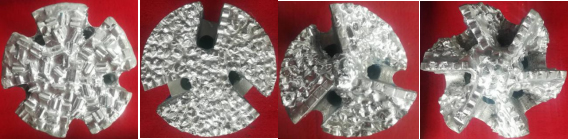
Konkav/tekis/pichoqli Bottom keraksiz tegirmon
Freze biti, konus, diametr o'lchagich, tutqich tishlari, yuvish trubkasi, burg'ulash asboblari birikmasi, chuqur quduq pompasi aksessuarlari, qadoqlash moslamasi, suv taqsimlovchi va boshqa uzunroq burg'ulash asboblari uchun ishlatiladi.
Petrojr keraksiz tegirmon turli xil konfiguratsiyalar va geometriyalarda mavjud. Bizning ilg'or tegirmon muhandisligimiz va tajribali payvandchimiz har bir keraksiz tegirmonda izchil va bardoshli kesish tuzilishini ta'minlaydi.

Tab. 1 Yassi/Konkav/Blade Bottom keraksiz tegirmon parametri
| Quduq diametri. Tegirmon poyabzali OD Tavsiya etilgan uzunlik (mm) (mm) Vintli ip (mm) | PN Yassi | PN Konkav | PN Pichoqli |
| 95,2- 101,6 89 2-3/8REG 250 | JM089FX | JM089CX | JM089BX |
| 107,9- 114,3 97 2-3/8REG 250 | JM097FX | JM097CX | JM097BX |
| 117,5- 127 110 2-7/8REG 250 | JM110FX | JM110CX | JM110BX |
| 130- 139,7 121 2-7/8REG 250 | JM121FX | JM121CX | JM121BX |
| 142,9- 152,4 130 2-7/8REG 250 | JM130FX | JM130CX | JM130BX |
| 155,6- 165. 1 140 3- 1/2REG 250 | JM140FX | JM140CX | JM140BX |
| 168- 187,3 156 3- 1/2REG 250 | JM156FX | JM156CX | JM156BX |
| 190,5-209,5 178 3- 1/2REG 250 | JM178FX | JM178CX | JM178BX |
| 212,7-241,3 200 4- 1/2REG 250 | JM200FX | JM200CX | JM200BX |
| 244,5-269,9 232 4- 1/2REG 250 | JM232FX | JM232CX | JM232BX |
| 273-295,3 257 6-5/8REG 250 | JM257FX | JM257CX | JM257BX |
| 298,5-317,5 279 6-5/8REG 250 | JM279FX | JM279CX | JM279BX |
| 320,6-346. 1 295 6-5/8REG 250 | JM295FX | JM295CX | JM295BX |
| 349,3-406,4 330 6-5/8REG 250 | JM330FX | JM330CX | JM330BX |
| 406,4-444,5 381 6-5/8REG 250 | JM381FX | JM381CX | JM381BX |
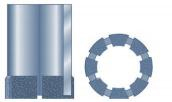
Aylanadigan poyabzal
Aylanadigan poyafzal silindr ichidagi karbid materialini aylana bo'ylab baliqning yuqori qismini kesish uchun qabul qiladi va shikastlangan baliq ustini asta-sekin aylana shaklida tuzatadi, masalan, quvurlar, korpus tanasi va boshqalar.
[Eslatma: Rotorli poyafzalning ichki frezalash tishi diametri katta bo'lgani uchun teskari moment katta, shuning uchun aylanadigan poyafzaldan foydalanishda past bosim va sekin aylanish rejimini qo'llash kerak. Umuman olganda, burg'ulash bosimi 10 KN dan oshmasligi kerak va aylanish tezligi 50 r / min dan oshmasligi kerak.]

A turi
Metall, tsement va shaklni kesib oling.
OD va pastki qismida kesish.

B turi
Bo'shliq kichik bo'lgan joylarda metallni kesish.
ID va pastki qismida kesish.
C turi
Kesilgan shakllanish.
OD va pastki qismida kesish.

D turi
Bir vaqtning o'zida shakllanish va baliqni kesib oling.
ID, OD va pastki qismida kesish.

Tab.2 Aylanadigan poyabzal parametri
| Qopqoq / quduq Dia. | Aylanadigan poyabzal OD (mm) | Aylanadigan poyabzal Uzunlik (mm) | Tavsiya etilgan vintli ip | PN Aylanadigan poyabzal | |
| 4 dyuym | 101,6 mm | 95 400 | FJWP | TXX095 | |
| 5- 1/2 dyuym | 139,7 mm | 114 500 | FJWP | TXX114 | |
| 5-3/8 dyuym | 146,05 mm | 118 500 | FJWP | TXX118 | |
| 6-5/8 dyuym | 168,28 mm | 136 425 | FJWP | TXX135 | |
| 7 dyuym | 177,8 mm | 152 450 | FJWP | TXX152 | |
| 7-5/8 dyuym | 193,68 mm | 160 450 | FJWP | TXX160 | |
| 8-5/8 dyuym | 219. 1 mm | 185 550 | FJWP | TXX185 | |
| 12- 1/4 dyuym 311. 15 mm | 203 450 | FJWP | TXX203 | ||
| 15-5/8 dyuym 396,88 mm | 298 450 | FJWP | TXX298 | ||
| 20 dyuym | 508 mm | 406 450 | FJWP | TXX406 | |
Konusli tegirmon
Konusli tegirmon cheklovlarni, yiqilgan korpus va astar qismlarini aniqlaydi, oynalar va g'iloflarni tozalaydi. Konik tegirmonning pastki uchi kichik diametrga ega bo'lgan yiqilgan korpus va astarga kiradi. So'ngra pastki qismni to'liq maydalash uchun bir oz spirallangan rayba qirralari. tegirmon diametri.
Konusli tegirmon konussimon korpus va volfram karbididan iborat. Tanasining konusi 30 gradus, konus qanot shaklida, sirt esa qattiq qoplamali yoki volfram karbidini qo'shib qo'yadi.

Tab.3 Konusli tegirmon parametri
| Quduq Dia. Konik tegirmon OD Tavsiya etilgan Uzunlik (mm) (mm)Vida Ip(mm) | P.N. Konik tegirmon | ||
| 95- 101,6 | 89 | 2-3/8REG 300 | XZ089 |
| 107,9- 114,3 97 2-3/8REG 300 | XZ097 | ||
| 117,5- 127,0 110 2-7/8REG 300 | XZ110 | ||
| 130- 139,7 121 2-7/8REG 300 | XZ121 | ||
| 142,9- 152,4 130 2-7/8REG 300 | XZ130 | ||
| 155,6- 165. 1 140 3- 1/2REG 300 | XZ140 | ||
| 168- 187,3 156 3- 1/2REG 300 | XZ156 | ||
| 190,5-209,5 178 3- 1/2REG 300 | XZ178 | ||
| 212,7-241,3 200 4- 1/2REG 300 | XZ200 | ||
| 244,5-269,9 232 6-5/8REG 350 | XZ232 | ||
| 273-295,3 257 6-5/8REG 350 | XZ257 | ||
| 298,5-317,5 279 6-5/8REG 350 | XZ279 | ||
| 320,6-346. 1 295 6-5/8REG 350 | XZ295 | ||
| 349,3-406,4 330 6-5/8REG 350 | XZ330 | ||
| 406,4-444,5 381 6-5/8REG 350 | XZ381 | ||
Tarvuz torli tegirmon
Tarvuz ipli poyafzal - bu chetga ishlov berishda frezalash vositalaridan biri. U korpusni ta'mirlash, raybalash va kanallarni ochish uchun ishlatiladi. Odatda derazalarni ochgandan so'ng darhol ishlatiladi. Tarvuz tegirmonining frezalash qirrasi (ish joyi) quduq devoriga tegib turadi va har bir chekkaning uchi konus shaklida yaratilgan. Deraza ochilganda, tarvuz tegirmoni derazani yuqoridan uzaytirishi va dastlabki kesish vaqtida quvur devorida qolgan shkala va burmalarni olib tashlashi mumkin.

Tab.4 Tarvuz torli tegirmon parametri
| Quduq diametri. Vida (mm/in) Ip | Ish maydoni OD (mm/dyuym) | Ish maydoni uzunligi (mm/dyuym) | Totul uzunligi (mm/dyuym) | PN |
| 139,7 (5- 1/2) NC 26 112 (4-7/ 16) 600 (23-5/8) | 1130 (44) | XGMX112 | ||
| 139,7 (5- 1/2) NC 26 116 (4-9/ 16) 600 (23-5/8) | 1130 (44) | XGMX116 | ||
| 139,7 (5- 1/2) NC 26 118 (4-5/8) 600 (23-5/8) | 1130 (44) | XGMX118 | ||
| 139,7 (5- 1/2) NC 31 120 (4-3/4) 600 (23-5/8) | 1280 (50) | XGMX120 | ||
| 146,0 (5-3/4) NC 31 124 (4-7/8) 600 (23-5/8) | 1280 (50) | XGMX124 | ||
| 168,3 (6-5/8) NC 31 142 (5-9/ 16) 600 (23-5/8) | 1280 (50) | XGMX142 | ||
| 177,8 (7) NC 31 151 (5- 15/ 16) 600 (23-5/8) | 1280 (50) | XGMX151 | ||
Tajribali tegirmon
Uchuvchi tegirmon korpus, layner, aylanma poyabzal yoki katta ID trubkalarini frezalash uchun mo'ljallangan. Yuqori toifadagi volfram karbid materiali bilan kiyingan kesish pichoqlari Petrozhr uchuvchi tegirmoniga minimal eskirish bilan tez kirishga imkon beradi. Kichik va jingalak kesuvchi qoldiqlarni olib tashlash oson. Va uchuvchi uchi frezalanayotgan ob'ektning identifikatorini barqarorlashtirish uchun ishlatiladi.

Tab.5 Uchuvchi tegirmon parametri
| Quduq Dia. (mm ) | Vida Ip | Ish maydoni OD (mm ) | Kesuvchi pichoq uzunligi (mm) | Uchuvchi maydon uzunligi (mm) | PN |
| 153 2 3/8REG | 130 200 | ≧45 | LYMX130 | ||
| 165 2 3/8REG | 140 200 | ≧45 | LYMX140 | ||
| 187 3 1/2REG | 156 200 | ≧55 | LYMX156 | ||
| 210 4 1/2REG | 178 200 | ≧55 | LYMX178 | ||
| 241 4 1/2REG | 200 200 | ≧55 | LYMX200 | ||
| 270 4 1/2REG | 232 200 | ≧55 | LYMX232 | ||
| 295 6 5/8REG | 257 250 | ≧55 | LYMX257 | ||
| 317 6 5/8REG | 279 250 | ≧55 | LYMX279 | ||
| 346 6 5/8REG | 295 300 | ≧55 | LYMX295 | ||
| 406 6 5/8REG | 330 300 | ≧55 | LYMX330 | ||
| 445 6 5/8REG | 331 300 | ≧55 | LYMX331 | ||
Volfram karbidini qo'llash jadvali
| Tavsiya etilgan dastur | Superloy | Optik kesish | Metall-muncher | Metall-muncher Superloy bilan |
| Yuvish uchun ochiq teshik | √ | √ | ||
| Yuvish uchun burg'ulash trubkasi | √ | |||
| Yuvish uchun shag'al to'plami | √ | √ | ||
| Yuvish uchun qoplama qoplamasi | √ | |||
| Yuvish uchun qadoqlash mashinasi | √ | |||
| Poil frezeleme | √ | |||
| Bo'shashgan keraksiz frezalash | √ | √ | ||
| Statsionar qadoqlash yoki quvur yoki trubkalarni frezalash | √ | |||
| Tarvuzni maydalash | √ | |||
| String frezeleme | √ |
Baliq ovlash buyumlari rasmlar


 703-xona B binosi, Grenlandiya markazi, yuqori texnologiyali rivojlanish zonasi Sian, Xitoy
703-xona B binosi, Grenlandiya markazi, yuqori texnologiyali rivojlanish zonasi Sian, Xitoy 86-13609153141
86-13609153141

